
Radiustyper dannet ved luftbøyning på trykkbrems

Figur 1
Når du har en skarp bøyning, pierser hullet materialoverflaten under bøyningen. Når du har en minimumsradiusbøyning (vi kaller det "minimumsgrense" mellom den skarpe og perfekte bøyen), begynner stikknøradiusen å gjennomsyre materialoverflaten.
Spørsmål: Jeg har lest kolonnen din for en stund nå, og i min butikk har vi brukt mye tid på å argumentere over hva en skarp bøyning er i luftform og hvordan det gjelder en minimum radius bøye. Er de det samme, eller er det en forskjell? Ønsker du å lese dette emnet for oss slik at vi kan få bedre forståelse for disse konseptene og deres anvendelse i den virkelige verden?
Svar: Det er ganger det blir nødvendig å utvide og forfinne definisjonene av noe - og dette er en av disse tider. Etter flere måneder med forskning i relaterte emner som k-faktoren, har jeg funnet ut at vi virkelig trenger å endre våre definisjoner av de ulike typer bøyningsradier.
For luftforming har vi hatt tre aksepterte typer: minimum, radius og dyp. Likevel, for å gjenspeile all den undersøkelsen som har gått i bøyning av plater i de siste tiårene, kan det være på tide å bruke mer presis terminologi.
De fem ordrene av Bend Radius på en trykkbrems
Det er fem ordre på den innvendige bøyningsradiusen (Ir). I hjertet av all presisjon er Ir det vi bruker til å beregne våre bøyebetalinger (BA) og bøyfradrag (BD). De fem er som følger:
Skarp radius bøye
Minimum radius bøye
Perfekt radius bøye
Overflate eller radius bøye
Dyp radius bøye
Sharp Radius Bøying på trykkbrems
En skarp radiusbøyning er en hvor bøyens midtpunkt er krøllet. Denne krøllingen er forårsaket når trykk påføres et område som er så lite at den påførte tonnasje overstiger materialets evne til å motstå den kraften, slik at stansnosen kan pierce materialoverflaten.
Kryper sentrum av radiusen forårsaker variasjoner i materialtykkelse (Mt), utbyttestyrke, strekkfasthet og kornretning. Disse fører igjen til vinkelvariasjoner i den endelige bøyningen og variasjoner i bøydefraksjonen (BD). I verste fall gir skarpe bøyninger et svakt punkt i metallplaten og får bøyningen til å mislykkes i sluttproduktet.
Enten en bøyning blir skarp, er en funksjon av materialet, ikke den skarpeste nesen i butikken din. Når stansespissen er for liten i forhold til den tonnasje som kreves for å danne, vil belastningen bli konsentrert på et lite område som stansen vil begynne å stikke på overflaten av materialet.
Herfra har du to valg. Først er å holde seg med den skarpe bøyningen og beregne BA, utvendig tilbakeslag (OSSB) og BD ved å bruke verdien for den naturlig flytende radiusen. Hvis stangnusradiusen skal forbli den samme, må du se bøyningsvinklene nøye under produksjonen. Igjen, fordi skarpe bøyninger går gjennom overflaten av materialet, forsterker de bøyningsvinkelsvingninger fra endringer i materialegenskapene, kornretningen, tykkelsen og strekk- og utbyttestyrken.
Det andre alternativet er å fortsatt beregne BA, OSSB og BD ved hjelp av den naturlig flytende innvendige radiusen bare denne gangen, endrer du stansnosen til en radius så nært som mulig til den naturlig flytende radius uten å overskride radiusverdien. Hvis stikknosen overskrider den svingete radiusverdien, vil materialet ta på den nye større radiusen, og endre alle BD-verdiene og den tomme blokken igjen.
Ved å holde neseradiusen så nær som mulig, men fortsatt mindre enn den flytede Ir, vil du gi deg den mest stabile og konsekvente bøyningsvinkelen og i tillegg stabile lineære dimensjoner.
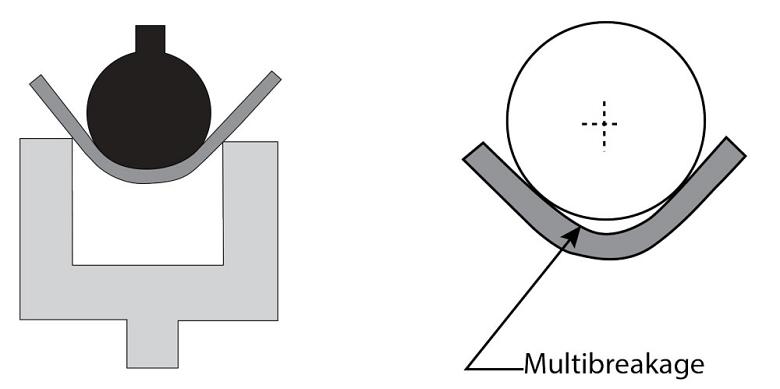
Figur 2
I en radiusbøyning (på venstre side) forblir materialet i kontakt med overflaten av stempelflaten. Men da Ir-to-Mt-forholdet øker, får du en dyp radiusbøy som multibreaking oppstår (til høyre). Multibreaking manifesterer seg som materialets innvendige radius skiller seg fra stikknosen.
Minimum Radius Bøying på trykkbrems
En bøyning med minimum radius er ikke den skarpeste nesen som er tilgjengelig i butikken, noe som ofte er feilaktig å bety av mange ingeniører og programmerere. I stedet kan en minimum bøyningsradius beskrive en av to ting, avhengig av konteksten.
For det første er det punktet hvor bøyningen blir skarp og stikknosen begynner å trenge inn i overflaten av materialet. Kaller det definisjonen "Minimum borderline" (se figur 1 ). For det andre kan det bety den minste luftformede innsiden av radiusen du kan oppnå uten å knekke bendens ytre overflate.
Med henvisning til den andre definisjonen, opplister materialleverandører ofte den minste innvendige radius i multipler av Mt-eg, 1Mt, 2Mt. For å være mer presis, kan du beregne minimale bøyningsradius ved hjelp av et strekkreduksjon for et bestemt materiale. For mer om dette, sjekk ut "Analysere k-faktoren i metallbøyning" fra september 2018, arkivert på www.thefabricator.com.
Bare for å forvirre ting videre, kan du ha en minimum radius bøyning ved hjelp av en skarp nok slag nese som begynner å pierce (første definisjon) og også danne sprekker på utsiden radius. Uansett er begge definisjonene nært beslektede som de er noe avhengig av materialets strekkstyrke. Jo høyere strekkstyrken, desto større skal nesen må være for å unngå sprekk på utsiden av svingen. Dette gjelder også for hardhet; Jo vanskeligere materialet, jo større radius må være.
Uansett om du krøller midtpunktet i bøyen, vil begge slags minimumradiusbøyninger (sammen med skarpe bøyninger) kompromittere materialets integritet og generelle konsistens. Hvorfor er det sånn? Fordi både skarpe og minimale radiusbuer gir overtrengt strekkspenning. Dette endrer formen på radiusen og derved forandrer forlengelsen i bøyningen.
I presisjonsplater har hver del, hver bøyning og enhver materialtype visse egenskaper som gjør at hver har sin egen minimale innvendige bøyningsradius. Det vil aldri være det samme, og det må vurderes når du designer metallplater. For konsistens, prøv å designe deler med en innvendig radius som er nær materialtykkelsen, noe som fører oss til vår neste radius: den perfekte bøyningen.
Den perfekte radiusbøyningen på trykkbremsen
En perfekt radiusbøyning er en hvor forholdet mellom Ir og Mt er 1-til-1 (det vil si Ir er lik Mt), men dekker også et lite utvalg av verdier som starter ved minimumradius og går opp til 125 prosent av Mt.
En perfekt radiusbukke er bare den perfekte. Ved et 1 til 1 Ir-til-Mt-forhold er bøyen i sin mest stabile tilstand, slik at du kan produsere en radius med minst mulig variasjon mellom bøyninger. Du vil produsere en konsekvent bøyningsvinkel, konsistente dimensjoner og minst mulig springback.
At 1-til-1 Ir-til-Mt-forholdet også forekommer å være den eneste verdien der den store hvelvede 8x-regelen er gyldig, det vil si at døbredden skal være 8 ganger Mt. Denne regelen blir ugyldig når forholdet Ir-til-Mt blir større eller mindre.
Bøyningen av overflaten eller radien, og dyptgående radiusbøyning
Overflate- eller radiusbøyninger er hvor innvendig radius er større enn 125 prosent opp til ca. 12 ganger Mt. Igjen, dette er omtrentlig. En mer presis øvre grense for radiusbuer har å gjøre med materialets oppførsel, som jeg skal ta opp snart.

Figur 3
En uretanpute skyver tilbake mot materialet, og tvinger den mot slagradiusen.
Når Ir-til-Mt-forholdet øker, gjør det også springback. Og når Ir-til-Mt-forholdet er veldig stort, er materialet ikke veldig duktilt, selv ved lav strekkstyrke, og alt dette kan medføre multibreaking (se figur 2 ). Vanlig i materiale med lav strekkfasthet og mindre vanlig i materialer med høyere styrke, manifesterer multibreaking som materialets innvendige radius skiller seg fra stikknosen. Multibreaking kan oppstå når Ir-to-Mt-forholdet overstiger 12-til-1, men under de rette forholdene kan det ta et forhold så høyt som 30-til-1.
Så når blir en radiusbukke til en dyp radiusbukke? Det kan beskrives som tidspunktet for separasjon av materialet fra slagradiusen. Igjen kan dette oppstå når Ir-til-Mt-forholdet overstiger 12-til-1, men i noen tilfeller kan det være så høyt som 30-til-1.
Materielle attributter spiller en viktig rolle i resultatene du vil oppnå. Du finner betydelige variasjoner i kjemisk sminke, behandlinger og temperament i hver materialtype eller -gruppe, så mye at det å forutsi det eksakte punktet der endringen skjer, er vanskelig å definere.
Opp til en ekstern bøyningsvinkel på 90 grader vil materialet trofast følge konturene til slagradiusen. Men så jobber både penetrasjonen i dyseplassen og springbacken deres magi. Når den eksterne bøyningsvinkelen øker, vil du se en proporsjonal økning i mengden springback. Jo lenger du må gå for å kompensere for springback, desto større er separasjonen mellom Ir og Rp, og jo mindre Ir blir i forhold til slagradiusen. En dyp radiusbukke vil kreve noen form for kompensasjon eller tilbakeslag for å holde materialet i kontakt med slagradiusen (se figur 3 ).
Forresten, disse kan fortsatt være delt inn under bøyemetode: luftbøyning, bunn, mynning, folding og tørking. Det er et emne for en annen dag og en annen kolonne. Uansett, hvis du er luftdannende, kan du bruke disse fem vilkårene til å hjelpe alle i butikken å snakke det samme språket for å takle enhver utfordring.





