
Krympende bord sørger for høy bøye nøyaktighet på trykkbrems
For å sikre nøyaktige, repeterbare danner resultater, er det viktig å kompensere for avbøyningen som iboende forekommer i bjelken (rammen) og bordet på trykkbremsen når belastningen påføres. Uten avbøyningskompensasjon er det sannsynlig at et arbeidsstykke vil ha noen form for deformasjon i midten når den bøyes langs hele bremsens lengde. Dette gjelder spesielt for trykkbremser på 8 fot eller lenger, 80 tonn eller mer, og når man bøyer lange eller store deler, men det kan også være tilfelle når de danner kortere arbeidsstykker. For å holde bøyningsvinkelen konsistent over hele lengden av delen, trenger en pressebrems et kraningssystem, enten i bjelken, i bordet eller i begge deler.
I denne alderen av korte partier sikrer komplekse deler, og rask omdreining, kroning effektivitet, delnøyaktighet og repeterbarhet. I høyt tonnasjeapplikasjoner bidrar crowning til å produsere rette bøyninger i utfordrende materialer med høy strekkfasthet.
Crowning Grunnleggende
De fleste moderne trykkbremser bruker et servohydraulisk system der et lukket løpssystem styrer posisjonen til rammen. Ved hver ende av strålen, under venstre og høyre stempler, overvåker et positionsmålesystem bevegelsen og posisjoneringsnøyaktigheten til strålen. Maskinkontrollen behandler denne informasjonen og bruker den til å plassere strålen til en nøyaktighet på 0,01 mm. Det gjør dette ved å aktivere venstre og høyre servoventiler øverst på hvert hydraulisk stempel.
Under en bøyesyklus sikrer det servohydrauliske systemet at stemplet i hver ende av bjelken når den programmerte posisjonen som er etablert i maskinstyringen, noe som resulterer i riktig bøyningsvinkel. Fordi trykkbremser har en tendens til å avlede under belastning, spesielt i midten av maskinen mellom stemplene, vil vinkelen i midten av trykkbremsen være mer stump enn vinkelen under rammen. Uten innblanding vil denne avbøyningen føre til at bøyningsvinkelen varierer over lengden av trykkbremsen.
For å kompensere, kan trykkbremser være utstyrt med et krengningssystem som genererer en motsatt kraft, eller "kurve", for å kompensere avbøyningen av bjelken og bordet. Krengningssystemet sikrer at rammen og bordet er parallelle under bøyning (se figur 1 ).
Crowning har blitt brukt siden slutten av 1970-tallet og tidlig på 1980-tallet. Etterspørselen etter høyere tonnasje trykkbremser, høytrekkfast stål, og behovet for å bøye lengre lengder har drevet behovet for kroning, da maskinrammenes avbøyning er større i disse applikasjonene.
Før krengning eksisterte, måtte bremseprodusentene forkjøle en kurve inn i bordet på trykkbremsen for å kompensere om lag 75 prosent av maskinbøyning. I dag er systemene mer avanserte. Ved å bruke programmerbare kretssystemer, legger operatørene arktykkelse, lengde, døråpning og materialets strekkstyrke data inn i kontrollen, som automatisk bestemmer den virkelige avbøyningen av bordet og rammen, og forspenning oppnås for hver bøyning. Sammen gir pressebremsens hydrauliske system og krengning en nøyaktig bøyningsvinkel med minimal operatørintervensjon.
Valg i Pressbrake Bending Crowning Table
Crowning brukes vanligvis på trykkbremser 80 tonn, 8 fot eller større i størrelse. Krymping kan brukes på trykkbremser med lavere tonnasje, men dette avhenger av lengden på trykkbremsebordet og på applikasjonen. Jo lengre avstanden mellom oppreistene, desto større er maskinbøyningen. Dessuten, jo høyere maskintonnasje, jo større er behovet for avbøyningskompensasjon. For å bøye både tykke og tynne materialer, anbefales et krøllesystem.
Hydraulisk krølling og CNC-mekanisk kilestilkroning er de to vanligste typene krengningssystemer. Et kileformet kronesystem kan kjøpes som et tillegg til en pressebremse gjennom en pressebrems produsent eller verktøyleverandør. Hydraulisk krølling er innebygd i maskinen. Kostnaden for disse systemene er sammenlignbar, så valg er mer et spørsmål om nøyaktighet, effektivitet og anvendelse.
Hydraulisk krølling påfører trykket på sylindrene under bøyningen for å kompensere for maskinbøyning. De fleste av disse systemene er ikke i stand til å søke over hele sengen på maskinen. I stedet avhenger mengden av avbøyning som krengningssystemet avhenger av sylinderplasseringen. Noen hydrauliske kraningssystemer bruker bare en senter sylinder eller et tre-sylindret system, og noen gir over 60 prosent av sengen, men ikke hele sengen lengden.
Figur 1
Hvis den øvre og nedre strålen ikke er parallell under bøyning, vil bøyningsvinkelen variere langs lengden på arbeidsstykket.
De hydrauliske sylinderene bruker alle samme hydraulikklinje. Som et resultat kan ingen enkelt sylinder påføre den fulle kronekraften; Denne kraften påføres over alle de hydrauliske sylinderene, enten det er to, tre eller 10.
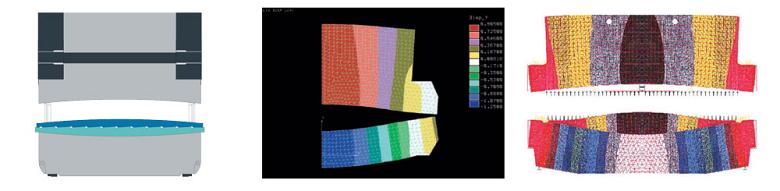
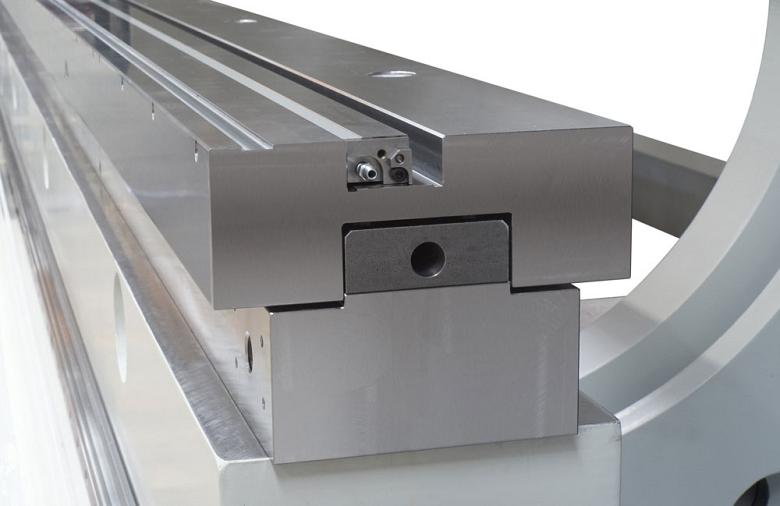
Et kileformet kronesystem består av to rader kiler over lengden av sengen; en rad er fikset og den andre er bevegelig (se figurene 2 og 3 ). Kilen i midten av sengen har en høyere helling enn kilene under stemplene, og vinkelen på skråningen minker mot rammen fra midten av sengen.
Når det er aktivert, skaper den bevegelige kilen en kurve med høypunktet i senterets senter og de lave punktene i begge ender av sengen under stemplene for å skape en spline-kurve i bordet. Koblingssystemet, som automatisk styres, kompenserer for bedbøyningen og strålen under forskjellige bøyekrefter. I et kilestilsystem er bordet utformet for å bære en viss belastning avhengig av ønsket tonnasje. Visse kronesystemer gir en programmeringsnøyaktighet på ± 0,01 mm og posisjoneringsrepeterbarhet på ± 0,005 mm.
Kileanlegget regner for kroning for hele lengden av sengen fordi den er maskinert spesielt for den sengen. Det kan også håndtere avbøyningskompensasjon av høyere tonnasje og kortere sengelengder. Crowning kan justeres for å bøye til enhver stilling på sengen. Denne justeringen skjer i sanntid via kontrollen, slik at ingen produksjonstid går tapt i prosessen.
I motsetning til dette er et universal kile system ikke spesielt en trykkbrems og er bygget av en standard kile design. Det kan styres av CNC, og det vil utgjøre avbøyning, men det er ikke spesifikt for applikasjonen eller dets materialer. Det bruker heller ikke en sentral database for å faktorere mengden av avbøyningskorreksjon som kreves, så dens kroningsevne er begrenset og mer kompleks.
Et universelt krøysystem kan ettermonteres til en eksisterende trykkbrems for å oppgradere sine evner. Den kan også monteres på en mindre tonnasje, ikke på trykknivå bremsebrems, som ikke blir tilbudt for å gi operatøren mer kontroll over bøyeprosessen.
Et kraningssystem etterfylling kan være fordelaktig og er noen ganger nødvendig, spesielt når søknaden endres eller utvikler seg. For eksempel, hvis en HVAC-produsent beveger seg fra å produsere boligkomponenter som kan formes effektivt uten å krølles for å gjøre mye større, tyngre komponenter for industrielle enheter, dikterer den nye delprofilen behovet for kroning. Koblingssystemet øker effektiviteten ved å eliminere antall justeringer og oppsett for å produsere lengre bøyelengder.
Avbøyning Forming Utfordringer for Pressbrake Crowning-tabell
Ved å sikre en konsistent vinkel over bøyens lengde, reduserer økningen også oppsettoperasjoner, minimerer skrap, og eliminerer behovet for operatørintervensjon eller for en dyktig trykkbremseoperatør.
Uten et kronesystem er overvinne maskinavbøyning en manuell drift ved hjelp av shims eller gjennom justering av dørene. Beregning av mengden shimming som kreves, kan være en tidkrevende prosess, ofte en av forsøk og feil, som produserer kostbart skrap. Selv erfarne oppsettoperatører vil generere litt skrot når de lager deler på en maskin med en manuelt justert krengnings seng.
Et CNC-kronesystem produserer automatisk disse beregningene. Det reduserer også ferdighetsnivået som trengs for å betjene maskinen, og dermed øke effektiviteten og produktiviteten.
Figur 2
Dette kileformede kronesystemet er skreddersydd for hver trykkbrems. De tilknyttede komponentene er ma
Imidlertid kan ingen krøllesystem kompensere for problemer med verktøy, for eksempel dårlig stans og dørjustering og asymmetrisk glidning av arbeidsstykket. Ikke-presisjon eller ujevnt slitt verktøy vil danne deler med inkonsekvente vinkler. Verktøyproblemer er delvis ansvarlige for problemer forbundet med uuniform vinkler langs en bøyelinje.
Precision-ground verktøy bidrar til å sikre nøyaktige bøyningsvinkler langs hele bøyelengden. Dørene har en progressiv radius på begge sider av V-åpningen, slik at materialet kan strømme inn i dysen jevnt og med mindre trang (se figur 4 ).
Høyt tonnasje applikasjoner for større pressbremsing
Et CNC-kronesystem kompenserer for den symmetriske avbøyningen av trykkbremsen. Når materialegenskapene er de samme over lengden av delen, er standardkroningen tilstrekkelig. Men når materialegenskaper er variable og mer utfordrende - spesielt med tyngre eller lengre arbeidsstykker og i materialer med høy strekkfasthet som S1100, S1300, Hardox® og Armox® - et mer avansert, programmerbart kronesystem, styrt av CNC, gir mer kompensasjon for maskinens avbøyning og til slutt mer fleksibilitet.
Strekkfaste materialer krever mer kraft for å bøye, har mer springback, og derfor krever mer kroning (se figur 5 ). Bruken av høytrekksmaterialer øker, spesielt i store bøyeprogrammer (12 fot eller lengre), da produsenter ser ut til å redusere sluttproduktets vekt uten å bringe strukturell integritet i fare.
Kryptering er enda mer kritisk for tandem, tridem eller quadem trykkbremser, som kombinerer to, tre eller fire trykkbremser med tilsvarende eller ulik tonnasje i en synkronisert konfigurasjon. Disse systemene synkroniserer maskinbeholdere hver 5. millisekunder og kontroller kontinuerlig for å sikre at det er konstant rettlinjebevegelse i maskinen. Noen av disse maskinene bruker enda en slags krøllesystem som inneholder et dobbelt kranbord. Det er i hovedsak to CNC-kronesystemer på toppen av hverandre med en asymmetrisk, men komplementær kroningsprofil.





